A New Approach for IC Test – Leveraging the Strength of the PXI Platform
Overview
Contents
- Traditional Approaches for IC Test
- Evolving Approaches for Better Optimization
- NI's Platform-Based Approach to Semiconductor Test
- Meeting Operational Requirements while Maintaining Flexibility
- Next Steps
Traditional Approaches for IC Test
For RF and mixed-signal ICs, the majority of testing relies on automated test equipment (ATE) in production environments and rack-and-stack “box” instrumentation in characterization labs. Typical rack-and-stack box instrumentation provides high-quality, lab-grade measurements, but has limited capacity to run a large number of parts and test time tends to be slower than that of ATEs. However, the use of ATE for characterization labs is not unheard of, albeit in somewhat limited fashion. Among many benefits, ATE allows characterization of a greater sample set, which provides characterization data with statistical significance, making it possible to guarantee some specifications by design. Yet, using “big iron” ATE for characterization comes at significant capital cost, floor space, power requirements, and more. Consequently, relatively few top-tier IC makers can afford to use ATE in characterization labs.
For most IC vendors who rely on rack-and-stack box instrumentation for characterization and ATE for production, another time-consuming task arises when lab data needs to be correlated with the production data. It is not uncommon for the data correlation task to take a few weeks of time simply because the data sets were taken with completely different sets of test equipment. This adversely impacts the product development cycle.
As the overall wafer fabrication cost increases with advanced process geometries and, in particular, as the photomask cost soars, IC makers need to minimize costly mask set redesigns. Consequently, it becomes even more essential to obtain detailed test data from a statistically significant population of devices at each revision of silicon in characterization. Here again, the approach of using rack-and-stack box instrumentation in characterization labs becomes a limiting factor to run a large number of devices.
Evolving Approaches for Better Optimization
The ideal solution, as most experienced test managers point out, is to have a single ATE platform that provides sufficient scalability to be adopted in characterization labs, while deploying the same system in the production line. This solves the issue of running significant samples in characterization while providing correlation by design. The correlation is still necessary but the task itself is greatly simplified because the same hardware and software is used; thus, taking much less time and improving the product development cycle. This relatively simple concept has proven to be quite difficult to implement, partially because it requires crossing the market boundaries between that of box-instrument vendors and traditional ATE vendors.
For radio frequency IC (RFIC) makers, especially involving RF front-end ICs such as RF power amplifiers or front-end modules, there are additional challenges with using traditional ATE for production mainly because fast-evolving RF standards drive rapid changes in test requirements. Some top-tier RFIC makers are now performing certain tests in production that were previously considered as characterization tests, such as harmonics measurements. When this traditionally considered characterization test gets implemented in production, the use of traditional ATE becomes more challenging. For this reason, some RFIC makers choose to build their own production test systems, most of them based on PXI.
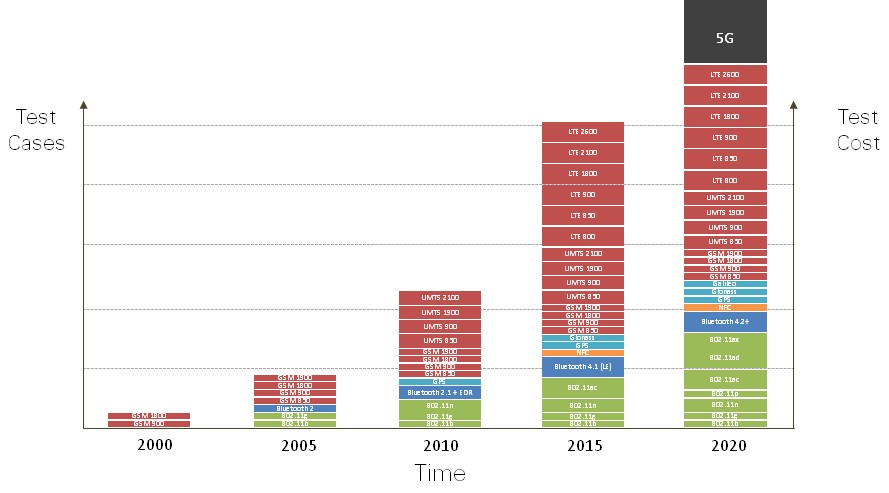
Figure 1: Each new wireless technology introduces additional test case, making it increasingly difficult to lower test cost.
The PXI platform, introduced by NI in 1997 as an open platform, has seen rapid adoption in automated test applications. The simple idea of PC-based instrumentation with a rugged industrial form factor, along with integrated timing and synchronization and highly productive software, proved to be one of the best choices for automated test systems. The growth rate of the PXI platform far surpasses that of other instrument types such as traditional box instrumentation as well as that of “big iron” ATEs. As of late 2014, there were well over 9,000 PXI systems in high-volume manufacturing test environments, out of which over 1,000 systems were installed across the supply chain of the semiconductor industry. The PXI platform comes with the economic stability that can be achieved only by simultaneously serving multiple industries including aerospace and defense, energy, automotive, consumer electronics, and semiconductor. Because of the broad adoption of PXI across this diverse set of industries, it benefits from significant economies of scale to reduce cost and improve performance. Additionally, this diverse adoption provides PXI with economic strength to weather various industry cycles far better than any test platform solely dependent on a single industry.
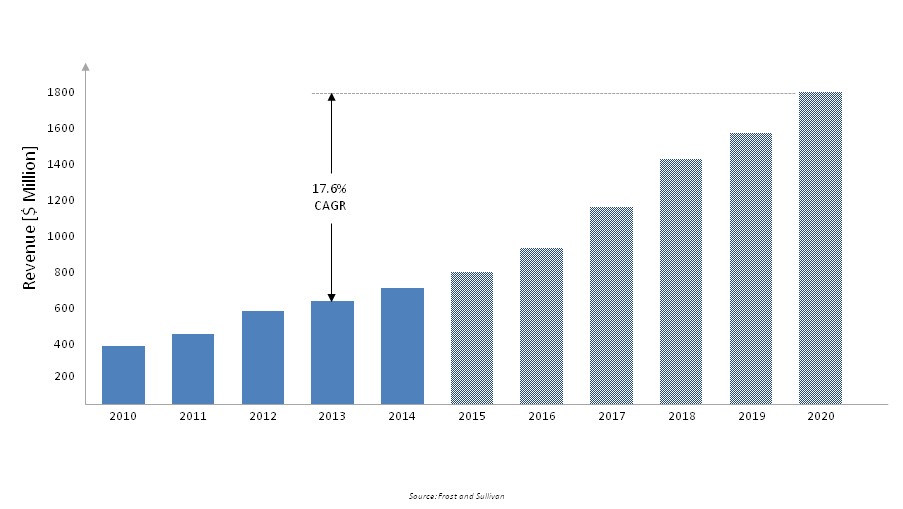
Figure 2: The growth of PXI platform, due to increasing adoption in multiple industries.
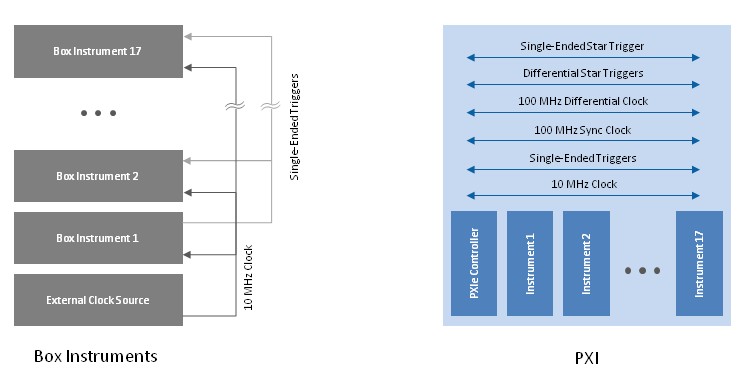
Figure 3: Integrated timing and synchronization features on PXI backplane eliminates the need for physical cabling and simplifies synchronizing multiple instruments for high performance applications.
NI's Platform-Based Approach to Semiconductor Test
As the PXI platform matured and the adoption accelerated, NI announced the Semiconductor Test System (STS) in August 2014 to provide a system-level offering that meets the operational requirements of the semiconductor production test environment. The STS combines the openness and flexibility of PXI with semiconductor production test cell requirements such as handler and prober integration, spring probe device under test (DUT) interfacing, and system-level calibration.
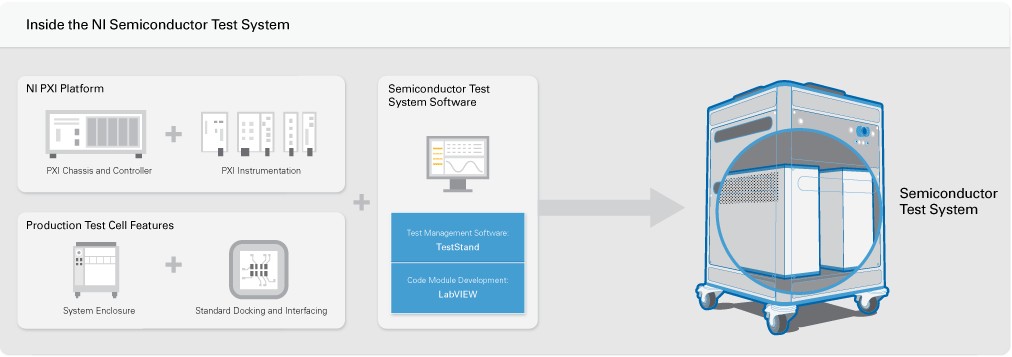
Figure 4: NI Semiconductor Test System (STS) is built on PXI with the addition of critical production test cell features and powerful software to readily integrate into a semiconductor production test cell.
The backbone of the STS software is TestStand, a ready-to-run test management software that can manage code modules written in a LabVIEW or .NET environment, and the TestStand Semiconductor Module for additional semiconductor industry-specific features such as pin-channel mapping for DUT-centric programming, a customizable operator interface, advanced binning, standard test data format (STDF) data reporting, and built-in multisite support where a test program written for a single site operation can be quickly scaled to support multisite testing. The STS is offered in three sizes, T1, T2, and T4, which can accommodate one, two, and four PXI chassis, respectively, with 18 slots (19" 4U racks)—all share common load board, cabling, and instrumentation.
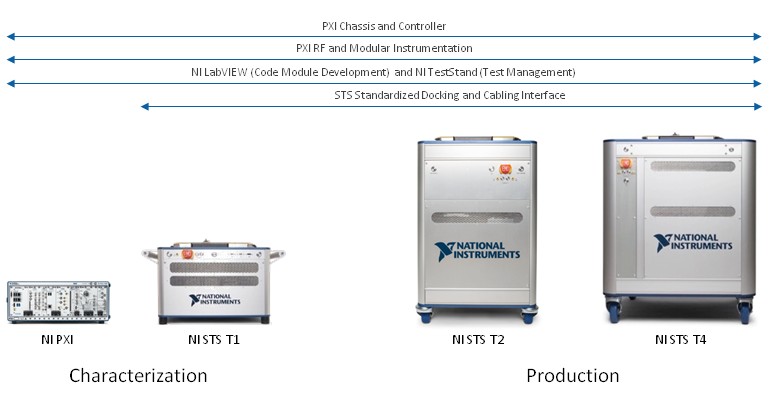
Figure 5: PXI based NI STS is scalable enough to be deployed in both characterization and production, making it practical to use the same hardware and software for both. This greatly simplifies data correlation and accelerates time to market.
The STS includes enough scalability to be pragmatic for deployment in characterization labs. For example, STS T1 is barely larger than standard 19" rack instrumentation. From size and cost to test system capability, it is highly practical for use in characterization labs. It can readily interface with a device handler or prober to run through significant quantities of DUTs. Furthermore, STS T2 or T4 can be configured with the same software, cabling, and instrumentation for running a higher number of test sites in production to achieve a higher throughput. Because all the software and hardware including test routines, load board, cabling, and instrumentation ends up being the same, the data correlation task is significantly simpler—shortening the product development cycles and time to market.
Because the STS is based on PXI, the performance of the test system continually improves with the availability of a latest multicore microprocessor or cutting-edge PXI instrument. The platform-based approach guarantees that the performance of the STS continues to improve as PXI capability improves, which in turn is enabled by the latest innovations in the semiconductor industry.
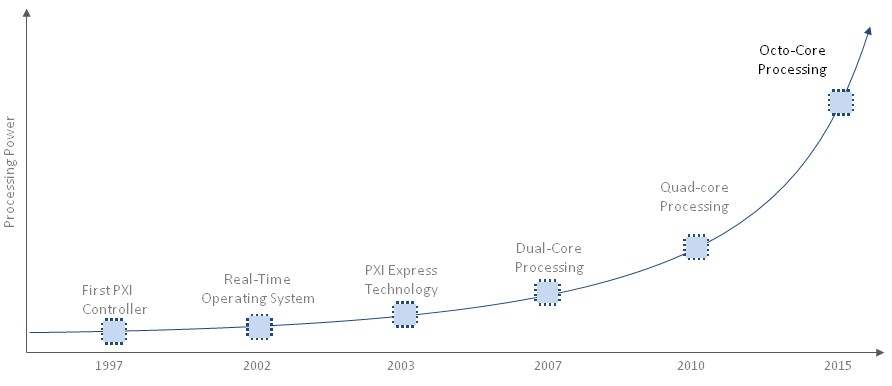
Figure 6: One of the key benefits of open, modular nature of PXI platform is the leveraging of best commercial off the shelf technology. As processor performance improves, the processing power of PXI based test system can be equally improved by simply swapping out the controller.
Meeting Operational Requirements while Maintaining Flexibility
With this technology leverage and openness, operational managers could become concerned about the ability to tightly version control the test systems. Fortunately, the STS is also designed to meet these requirements. A test system ordered with a specific configuration can be replicated with exact hardware and software to ensure test system uniformity for any production deployment around the world. This overall provides the best of both worlds—flexibility as needed, but once a configuration is locked down, the operational managers have total version control to meet operational requirements.
In summary, the STS takes a unique approach to solving semiconductor test challenges by basing the system capability on the rapidly expanding PXI platform. This approach ensures both economic and technology leverage, ultimately leading to highly capable test systems at disruptive cost. One can argue that ultimately, the STS solves the test challenge in a similar way the semiconductor industry itself solves its growth challenge—by continually offering more for the money.