"Higher measurement accuracy, reduced setup time, increased test throughput, and comparable characterization procedures across our sites all contribute to a higher quality. This made us confident that the PXI platform was the best fit for us."
- Christian Paintz, Melexis GmbH: Characterization Competency Center Manager
The Challenge:
Implementing a global semiconductor validation test strategy to improve test consistency, test coverage, and quality of statistical analysis to decrease the time to market and the effective time spend on verification, validation, and characterization while improving product quality.
The Solution:
Adopting the PXI platform and setting up global PXI champions across our R&D sites to create a standard validation practice around the globe and increase our test coverage to improve analysis and quality compared to rack-and-stack and benchtop instrumentation.
Melexis is a global supplier of microelectronic semiconductors and one of the major suppliers of mixed signal (analog and digital) ICs for electric motor controls, car networking, wireless communication, and sensory systems. We have supplied ICs for more than twenty years. The R&D team around the globe works to generate dozens of new, smart ICs and sensor components each year. Since the start of the company in Belgium in 1988, we have grown to over 1,100 employees in 14 countries.
Safely launching innovative products into production at our sites and being on time are important to the mutual success of Melexis and our customers. Collaborative teams from across the Melexis global organization constantly push the technology envelope to meet this goal.
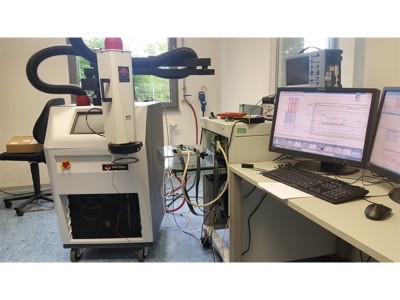
Figure 1.
Detail of characterization system, the interface boards to the PXI system and DUT
Semiconductor Characterization and Validation
The automotive industry, which requires a zero defect through prevention strategy, uses many of our products. This means that all components, subcomponents, and ICs should be manufactured and delivered without any defect. Because of this requirement, our recognized brand in the automotive industry, and our experience engineering and testing high-quality A/D ICs and sensor components for severe duty use in cars and trucks, we have high standards with regard to semiconductor characterization instrumentation. To further aid and improve our development, we wanted to increase the quality of our statistical analysis to prove our products are perfect and that we can deliver the same test quality standard at all our facilities.
Our ICs need to have a -40 to 150°C temperature range for use in automotive applications. At Melexis, we validate throughout the full temperature range according to several standards. Combining this with a blend of mixed signal ICs like MEMS, actuators, magnetic and pressure sensors, and more adds complexity and a significant burden on validation, verification, and characterization tests. We set up our previous characterization systems as a rack-and-stack collection of benchtop instruments from different suppliers. The setups could be different among different development and test sites around the world.
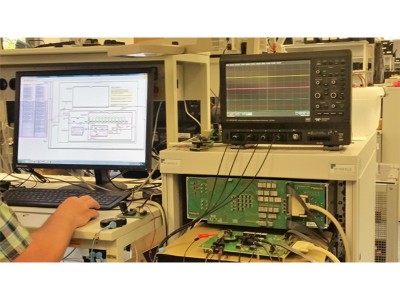
Figure 2.
Melexis characterization setup while testing under different temperatures
Implementing a Truly Global Characterization Platform
We sought to increase quality by improving and standardizing the characterization process globally on a long-term basis. Another benefit to standardizing is decreasing the test times, which could help us characterize more samples to further improve the quality of our statistical analysis and potentially decrease time to market.
As we didn’t have a standard characterization platform across our sites, we planned to take a step-by-step approach that included validation steps along the way to make sure the selection of the test instrumentation aligns with our goals.
One requirement is that we want to use the same characterization equipment also for testing pre-series and first prototypes to customers. The equipment should enable enough throughput and accuracy for both the characterization and pre-series production test.
Testing of pre-series using PXI platform will allow Test engineer to focus on qualification and production test solution, and by that reducing industrialization time / shorten time to market
Another goal is to have a test solution that aids a smooth transition between R&D IC validation and characterization to industrialization and production test.
Figure 3.
PXI champion at work, characterizing a product with LabVIEW and the PXI setup
Figure 4.
Product under characterization, the PXI system resides below the load board
Based on these requirements, we saw two main benefits in choosing the NI PXI platform:
We could increase our quality of characterization. Getting all the design errors out of the product By having bigger statistical data / samples tested
We could apply a modular and highly integrated platform to shorten the time needed for characterization compared to our earlier setups.
Enable pre-series testing using characterization setup / focus test on production test
Higher measurement accuracy, reduced setup time, increased test throughput, and comparable characterization procedures across all our sites all contribute to a higher quality. This made us confident that the PXI platform was the best fit for us.
PXI Champion
After discussing this with NI representatives, we started a pilot project that took six months and included two identical PXI system configurations. Our standard PXI system includes a PXIe-8840 controller, two PXIe-4112 programmable power supplies, two PXI DMMs, a PXI digital I/O module, a PXIe SMU, and a PPMU high-speed digital I/O module all fitted within the PXIe-1085 chassis.
We use this PXI system in a 19-in. rack and add additional connectivity components for a custom interface board with easy DUT connectivity. We also use LabVIEW software to build our test sequences. In this application domain at Melexis, we prefer the flexibility of LabVIEW over the automation TestStand software can provide. We plan to evaluate TestStand in more detail for our pre-series tests.
In this approach, maintaining alignment was critical. Every application and product differs in its own way, which makes it tempting to add modules or write custom software to quickly solve problems without consulting the user base and maintaining standardization.
Figure 5.
Innovation in the Automotive Industry - Automotive Ambient Light
This is why we invested in a PXI champion setup. The PXI champion is an engineer who received training in the LabVIEW development environment and has a deep understanding of the PXI architecture, instrumentation, and test requirements. The PXI champion develops test routines with the PXI systems and LabVIEW (= software framework) to validate their use and see if the system meets expectations. The PXI champion also holds internal conference calls to keep everyone updated on progression and discussion of the software framework. We have involved NI for code review of our software platform to stay up to date with best practices and discuss options to solve some of the common problems discovered by the PXI Champion Team.
After the pilot period, Melexis development managers determined the pilot was a success. This kicked off an investment cycle in which Melexis aims to get every characterization engineer a standard Melexis PXI system configuration. Each site now has its own PXI champion who acts as a go-to person for other engineers, collects feedback from and trains the users, and interfaces with our global PXI council to implement changes in the software framework, exchange ideas, and share feedback.
Benefits of PXI in Characterization
Before standardizing, our characterization labs used a collection of dedicated benchtop instruments, such as waveform generators, power supplies, digital pattern generators, and source measure units (SMUs) all connected over GPIB. Moving into a basic level of automation, we quickly discovered that the GPIB communication contributed to significant test times. Additionally, changing measurements and tests required changing settings, cabling, and setup. This does not improve reproducible measurements and takes up a lot of time. The big advantage with PXI modular instrumentation is that we can run one measurement after another on the same equipment. We designed a programmable PXI load board with a bus system to connect our pins to the PXI channels. We can use the load board to characterize up to four ICs in parallel, depending on the number of pins in the device. We can run the vast majority of our characterization tests in an automated program over a temperature range, and in all test conditions. This is much more efficient.
Figure 6.
Melexis enabling innovation with their MLX81108 Ambient Light Module
Improvements Gained in Statistical Analysis
With our previous benchtop systems, we could make a setup and test on limited samples size (up to 10 pcs). With the PXI-based characterization test system, we spend about the same time to develop a LabVIEW routine, but we can test dozens of samples for characterization and hundreds of parts for pre-series. Development time is similar, but once that is complete, you can automate to test many more samples. This helps us perform statistical analysis with higher accuracy. In case of next generation or design spin of a specific IC, we will significantly reduce the development time thanks to re-use / standardize platform.
Conclusions
We are still on a learning curve, but we expect in the near future the time gains will be much better. Time spent is now at the same level. We had to learn about PXI, and we made a framework by the PXI Champion Team. We improved the drivers that we developed and made many standard measurements (characterize CAN, LIN, and more). Once we develop these measurements, characterization is easier.
All our new projects and developments globally use the NI PXI platform for characterization. All our teams are using it and getting up to speed using PXI and LabVIEW. We are in the process of proving the concept that we perform all tests using PXI, which may take 1–2 years.
We also perform pre-series testing and validate up to 80 devices each hour, with up to four devices in parallel. With PXI we are also targeting to do pre-series test because of automation of measurements capabilities using characterization platform for this. Since production focuses on getting products to our customers and creating business for us, we don’t need to disrupt this and at contrary pre-series test with PXI should allow us to reduce time to market
If all further implementation steps go well and our target are met, meaning increase quality characterization and reduction of our validation and industrialization process thanks to PXI platform, we may consider the PXI-based Semiconductor Test System (STS) from NI as next steps for our production facilities as well.